Тиксотропия флюса — это свойство, когда материал может сохранять форму, как крем или густая паста, но при этом оставаться жидким в работе. По-простому — это кремообразность. Флюс не растекается сам по себе, но легко начинает течь, когда вы работаете иглой, паяльником или трафаретом.
Почему это важно. Если флюс сделать просто очень вязким, без тиксотропии, он будет тянуться нитями, плохо выходить из иглы и мешать нормальному смачиванию. Если же тиксотропии мало — флюс начинает расползаться по плате, уходить за края площадок и создавать риски мостов и загрязнений. Такие флюсы, как MOB-39 или Flux Plus 411, имеют кремообразную структуру: они либо не растекаются вообще, либо делают это минимально и контролируемо.
Это особенно важно при пайке DIP-элементов, где есть лунка или углубление. Когда флюс сохраняет объём, он равномерно расходуется во время пайки — плавится именно туда, где работает жало, а не убегает в стороны. В итоге процесс становится стабильным и предсказуемым.
Если сравнить поведение на практике — Flux Plus, Sigma NC560-V3 и MOB-39 наносятся объёмно, не расползаются и одинаково уверенно работают при пайке паяльником. При температуре около 350 °C флюс не «убегает» от жала, даёт полное смачивание, без мостов и грязи. Именно поэтому эти флюсы можно считать универсальными: они подходят и для BGA, и для ручной пайки, при этом имеют высокое электрическое сопротивление остатков.
Канифоль — главный источник стабильности (или проблем) в гель-флюсе. Сегодня расскажу — как именно Sigma Flux работает с канифолью: от поиска поставщика до допуска партии в производство.
Зачем канифоль вообще нужна во флюсе?
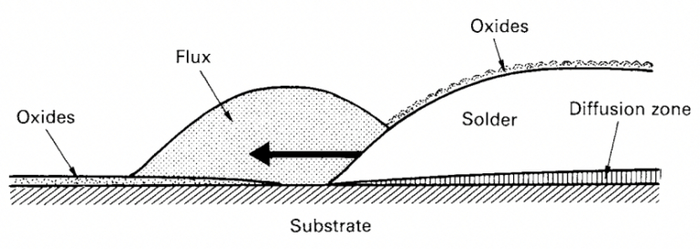
Припой "прилипнет" только к чистому металлу без окислов. Активатор снял оксид — но металл тут же начинает снова окисляться от кислорода в воздухе. Поэтому флюсу нужен «щит»: твёрдые смолы создают барьер и не дают кислороду добраться до поверхности до момента оплавления припоя.
Канифоль — это твёрдая часть смолы хвойных деревьев и отличный пленкообразующий агент в флюсах:
выдерживает температуры пайки и защищает очищенный металл;
гидрофобна и “запечатывает” кислоты в безводной среде (это помогает держать высокое сопротивление остатков);
при этом сама обладает неплохой активностью за счет карбоксильных групп COOH
В промышленности её получают двумя основными путями:
из живицы (gum rosin) — когда смолу собирают с дерева;
из таллового масла (tall oil rosin) — побочного продукта целлюлозно-бумажного производства.
Ниже — про классический путь через живицу, который чаще всего представляют люди.
1) Сбор живицы: что происходит в лесу
На практике используют подсочку: на стволе делают надрез/насечку, ставят желобок (носик) и приёмник (контейнер/пакет). Смола вытекает наружу как защитная реакция дерева и стекает в приёмник.
Живица — это смесь:
смоляных кислот (будущая канифоль),
летучих терпенов (будущий скипидар),
небольшого количества нейтральных смолистых веществ и примесей.
Насколько я знаю в России живицу не собирают, стоимость труда у нас довольно высока. Обычно канифоль завозят с Бразилии и Азии. А Китай вообще столица лесохимии.
Переработка на заводе: канифоль + скипидар
Дальше живицу разделяют перегонкой (часто паровой/вакуумной дистилляцией):
Скипидар уходит в лёгкую (летучую) фракцию — это смесь терпенов (например, α-пинен и др.). Из компонентов скипидара получают множество продуктов — в том числе вещества-растворители, которые мы используем как базу для гель-флюсов Sigma. Такие вещества отлично дружат с канифолью и активаторами и в итоге получается стабильный по характеристикам флюс, который не темнеет и не сахариться со временем. Данное вещество также используется в флюсах: Flux Plus EFD, Amtech 559-v3, Stirri, ChipQuick, Stannol
Канифоль остаётся в тяжёлой фракции — твёрдая смола на основе смоляных кислот. Ее модицифированные версии - основа пленкообразующего агента наших флюсов. Получается, что флюсы Sigma состоят на 85-90% из производных канифоли, вместо "злой и непонятной промышленной химии" вот так 🙂
После разделения канифоль обычно фильтруют/отстаивают, иногда дополнительно рафинируют (снижают цвет, убирают механические примеси и следы летучих веществ). Если интересно могу рассказать поподробнее про модифицирование канифоли.
Довольный бразилец который разлил канифольку в барабаны по 225кг
Из чего состоит канифоль в флюсе?
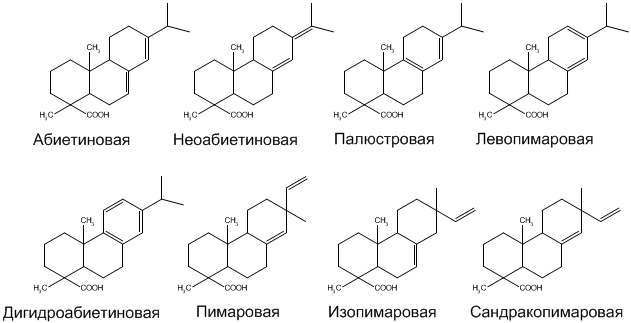
Канифоль — это смесь смоляных кислот и их изомеров (в основном абиетанового и пимаранового рядов) и небольшого количества нейтральных компонентов. Да, да, канифоль это кислота, имеющая COOH группу - она отдает протон и окисел уходит в расплав флюса - в итоге получаем чистый металл готовый к пайке.
Да, абиетиновая кислота и её изомеры часто составляют значимую долю, но реальный состав сильно зависит от:
породы дерева,
региона и сезона,
технологии переработки.
Почему канифоль темнеет при нагреве?
В смоляных кислотах есть двойные связи, а они очень легко присоединяют к себе кислород, особенно при нагреве и кислой среде. Итог — пожелтение или потемнение. Ну а еще чем больше примесей в канифоли - тем сильнее она будет темнеть, оставлять нагара, и пахнуть.
Почему флюс кристаллизуется и сахарится из-за канифоли?
Кристаллизация — следствие конкретного состава канифоли и условий. Ее усиливает:
преобладает один из типов смоляных кислот,
высокая концентрация канифоли,
вид растворителя,
хранение на холоде
Вот пример тестовых образцов которые хранил в холодильнике - слева канифоль потемнела и кристаллизовалась, а справа светлая и не кристаллизуется (она используется в Sigma NC-560-V3)
В некоторых системах одна из фракций канифоли начинает выделяться в кристаллы, и раствор превращается в сахар и не выдавливается из иглы.
Как делают канифоль более стабильной для флюса?
Чтобы уменьшить потемнение и снизить склонность к кристаллизации, применяют:
Этерификация (например, глицериновые/пентаэритритовые эфиры канифоли) — часто улучшает стабильность и прозрачность растворов. Но снижают кислотное число и активность флюса - если сделать канифоль на эфире, придется применить намного больше активаторов, а это риски для надежности.
Диспропорционирование — снижает склонность к окислению и повышает стабильность (ценится в клеях/смолах и иногда полезно для «чистых» остатков).
Гидрогенизация — насыщает двойные связи водородом, повышая цветостабильность и устойчивость к окислению.
Также встречаются полимеризованная канифоль, специальные смеси и тонкая рафинация.
Гидрированная канифоль: что правда, а что важно уточнить
Гидрогенизация действительно делает канифоль более светлой и устойчивой к потемнению при нагреве/старении, потому что уменьшается количество реакционноспособных двойных связей. Степень гидрирования и рафинирования может отличаться: самый высокий класс полностью прозрачная и полностью гидрированная канифоль. Именно на ее основе сделаны "белые" дорогие флюсы MBO MOB39 и Heraeus NC5070
Выглядит и правда привлекательно!
Ее кислотное число обычно сохраняется в отличии от эфиров канифоли, а значит флюс будет неплохо лудить
Низкая склонность к кристаллизации
Почему все флюсы не делают из гидрированной канифоли раз она такая крутая?
Гидрогенизация сложнейший химический процесс:
нужен водород и оборудование высокого давления (до 200 бар),
нужен дорогой катализатор платина или палладий на угле и служат они 1-2 синтеза,
обязательны серьёзные требования по безопасности, ведь водород взрывоопасен
Поэтому гидрированная канифоль стоит дорого, часто туда подмешивают эфиры, попутно снижая кислотное число, да и купить ее довольно сложно - производств довольно мало.
Но я ее нашел и ближе к лету смогу выкатить белый флюс с прозрачным не темнеющим остатком. К тому же есть интересные варианты с повышенным кислотным числом.
Хорошее смачивание = припой равномерно растекается по металлу, образуя тонкий, непрерывный межметаллический слой. Это база надёжного соединения.
Плохое смачивание = припой собирается в шарики, контакт частичный, возрастает риск ранних отказов.
Флюс улучшает смачивание: удаляет оксиды, защищает металл от кислорода и понижает эффективное поверхностное натяжение расплава.
Что такое смачивание — простыми словами
Смачивание — это способность расплавленного припоя растекаться по площадке. Представьте каплю воды:
на чистом стекле она расползается — так ведёт себя припой при хорошем смачивании;
на вощёной поверхности капля остаётся круглой — так выглядит плохое смачивание.
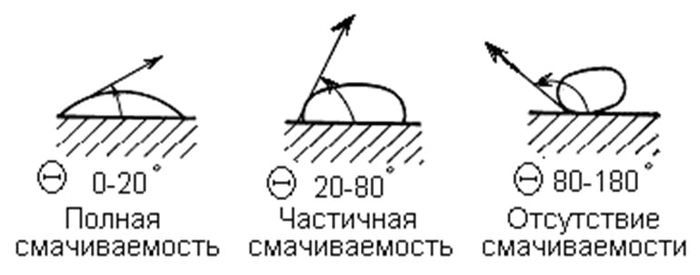
Инженерный маркер смачиваемости — контактный угол θ между припоем и площадкой. Чем он меньше, тем лучше покрытие и прочнее контакт. На практике:
θ < ~30° — хорошее смачивание;
~30–60° — пограничное;
>60° — плохое.
Точнее говоря, флюс не «имеет поверхностного натяжения, которое растёт или падает», а меняет поверхностные энергии в системе «припой–площадка–атмосфера»: удаляет оксиды и добавляет поверхностно‑активные компоненты, поэтому расплавленный припой легче растекается.
Как флюс помогает припою растекаться?
Флюс улучшает смачивание за счёт трёх вещей:
Удаление оксидов с металла и припоя → снижается энергия на границе «металл–расплав», облегчая контакт.
ПАВы и активаторы → понижают поверхностное натяжение расплава.
Правильная реология (вязкость/липкость) до плавления → флюс удерживает материал в зоне пайки, уменьшает разбрызгивание и “мосты” на соседние площадки.
Когда смачивание плохое (высокий контактный угол)
Припой скатывается в «шарики»
Площадка покрыта припоем частично → неполноценный электрический/механический контакт.
Возрастает риск несмачивания (non‑wetting) и рассмачивания (de‑wetting) — когда припой сначала «прилип», но затем отступил, оставив «голые» зоны.
Формируется тонкий, непрерывный межметаллический слой — основа прочной и долговечной пайки.
Снижается вероятность микропустот и холодной пайки, стабилизируется геометрия паяльной капли.
Стандартный тест на смачивание
Почему смачивание напрямую связано с надёжностью
Площадь фактического контакта больше → шов лучше выдержит термоциклирование и вибрацию.
Повторяемость процесса выше: стабильное растекание даёт предсказуемую пайку без дефектов.
Меньше дефектов типа перемычек, «гробиков» (tombstoning) и шариков припоя — при условии правильной дозировки и профиля.
Важно: «чем больше растеклось, тем лучше» — не универсальное правило. На тонком шаге избыточная растекаемость может повысить риск перемычек. Здесь критичны дизайн апертур и объём флюса/пасты.
Как проверить, что смачивание в порядке
Визуально: низкий контактный угол, ровная поверхность расплава припоя, отсутствие «островков» и шариков.
Тест на растекаемость: сравнивают площадь растекания припоя на медном купоне.
Вывод
Смачиваемость — ключ к надёжной пайке. Флюс, который эффективно удаляет оксиды и стабилизирует каплю расплава, повышает площадь реального контакта, а значит — и ресурс соединения. Оптимум достигается комплексом: правильный флюс под задачу, чистая площадка, выверенный термо-профиль и дозировка.
Смачиваемость — это то, что вы можете увидеть своими глазами: припой либо растекается по металлу ровным зеркальным «озером», либо собирается в шар и ведёт себя так, будто поверхность отталкивает его. Хорошая смачиваемость означает, что флюс успел сделать главное: снять оксидную плёнку и предотвратить появление новых окислов ровно столько, сколько нужно для пайки.
Ниже — практичный тест, который я использую в разработке флюсов. Он не заменяет лабораторные методы (вроде wetting balance), но отлично работает как быстрый сравнительный контроль между версиями флюса и партиями сырья.
Принцип теста
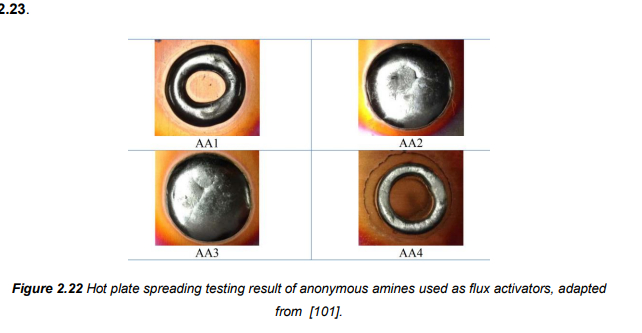
Мы берём медную фольгу 0.2мм, наносим одинаковое количество флюса и припоя и оцениваем площадь растекания и качество «кольца» (рисунок растекания и граница зоны пайки). Чем лучше флюс удаляет оксиды и управляет поверхностным натяжением припоя, тем:
больше и ровнее зона растекания,
нет «шаров» и разрывов,
чище граница кольца,
стабильнее поведение при нагреве.
Также дополнительно можно оценить насколько флюс "дымит" - взвесьте купон до пайки и после и вычислите сколько флюса испарилось.
1/2
Почему медь нельзя трогать руками
Это не педантизм. Пот и кожный жир содержит хлориды и прочие ионы, которые могут ухудшить воспроизводимость теста.
Поэтому: пластину берут пинцетом, в перчатках. Если коснулись — лучше обезжирить заново.
Отпечаток пальца на медяшке может изменить смачивание
Минимальный протокол, который даёт повторяемый результат
1) Подготовьте образец меди
Подойдёт медная пластина 0.2мм /купоны (важна не форма, а одинаковость).
Очистка:
лёгкая механическая зачистка (шкурка нулевка) до равномерного матового блеска,
затем обезжиривание (изопропанол/аналогичный растворитель),
сушим, не трогаем руками.
Важно: тест чувствителен к состоянию поверхности. Ваша цель — чтобы каждый тест начинался с одинаковой меди.
2) Нанесите флюс одинаковым объёмом
Смачиваемость может зависеть от дозировки:
одна и та же капля из дозатора,
или одинаковая масса на весах,
или одинаковая длина дорожки при выдавливании из шприца.
3) Добавьте одинаковое количество припоя
Самый простой вариант:
один и тот же сплав,
один и тот же диаметр проволоки,
одна и та же длина отрезка (или масса шарика).
Также припой не должен содержать флюса
4) Прогрев: одинаковая температура и время
Можно делать на нагревателе/подогреве и доводить до плавления припоя.
5) Оценка
Сразу после остывания:
фотография с микроскопа сверху (лучше с линейкой/сеткой для масштаба),
визуальная оценка кольца,
при желании — измерение площади растекания (хотя бы по диаметру).
Как «усложнить» тест и сделать его ближе к реальности
Иногда слишком свежая медь делает тест «слишком лёгким»: почти любой флюс выглядит хорошо.
Чтобы увидеть разницу между формулами, можно окислить поверхность:
оставить медь на нагревателе на некоторое время, чтобы оксидный слой стал заметно сильнее
Так вы проверяете насколько уверенно он работает по окисленным поверхностям, как на реальных БУ платах в ремонте.
На что смотреть: чек-лист интерпретации (по вашим наблюдениям)
1) «Кольцо» растекания припоя
Хорошие признаки
Растекается ровно и симметрично.
Граница кольца гладкая, без «рваных» участков.
Припой блестит выше среднего (как признак нормального процесса смачивания и отсутствия грубых загрязнений).
Тревожные признаки
Припой собирается в шарики или «скатывается» при прогреве (особенно если это происходит уже на умеренных температурах).
Неровная граница, островки несмачивания — часто это локальная грязь/соль/жир или недостаточная активность флюса.
2) Кипение
Кипение — это не «хорошо» и не «плохо» само по себе. Это индикатор баланса:
состав растворителей,
скорость испарения,
газовыделение при реакции с оксидами/поверхностью.
Слабое/контролируемое кипение обычно зависит от композиции растворителей и активаторов. И его легко убрать увеличив время преднагрева вашего флюса. Сильное кипение может:
мешать аккуратной пайке,
оставлять пузыри,
провоцировать разбрызгивание и дефекты.
3) Потемнение флюса после нагрева/термопрофиля
Потемнение часто связано с термодеструкцией смол/органики при длительном нагреве.
Не потемнел после термопрофиля — хороший признак термостабильности.
Потемнел заметно — не всегда критично, но это сигнал: на паяльнике будет нагар.
4) Лёгкая зелень по краям — «норма»
Лёгкий зеленоватый оттенок по периферии зоны может появляться из-за образования солей и комплексов меди в остатках флюса. Это часто встречается и само по себе не означает проблем, но:
если зелень усиливается послепайки,
зона становится «грязной»,
появляется активная коррозионная картина,
— стоит дополнительно проверять остатки и ионность другими методами.
Отдельно: поведение на паяльнике (реальный ремонтный сценарий)
Возьмите текстолит или медную макетку и паяльником дотроньтесь до полигона и сразу подавайте припой
Что хорошо
От жала не убегает: флюс остаётся там, где вы работаете, и не «расползается».
Лужение: жало легко держит припой, нет ощущения «сухого» контакта.
Мосты не образует: пройдитесь по выводам микросхемы: вязкость и активность сбалансированы, флюс не превращает пайку в «перемычко-генератор».
Что плохо или требует внимания
Нагар: показатель термостабильности и чистоты процесса. Если нагар растёт быстро — в реальной работе будет грязнее, сложнее контролировать жало и качество пайки. Но возможно нужно просто снизить температуру на жале до 300 градусов
Убегает от паяльника: часто связано с расплавлением структурообразователей/восков и падением вязкости при температуре жала.
Как вести записи, чтобы тест реально помогал выбрать флюс
Вы уже делаете самое ценное — фиксируете наблюдения. Чтобы такие заметки превращались в инструмент, достаточно трёх правил:
Один протокол — одна переменная. Меняете флюс? Не меняйте одновременно медные купоны, припой и температуру.
Сравнение только с эталоном. Держите «контрольный» флюс, с которым вы сверяетесь каждый раз. Я обычно сравниваю с Flux Plus 411 и Mob39
Фото + заметки. Например, 0–5 по трём пунктам: растекание, кипение, нагар. Этого хватает, чтобы видеть тренды между версиями.
Итог
Тест «медь + площадь растекания припоя» хорош тем, что он честно отвечает на главный вопрос: как быстро флюс зачищает металл и насколько стабильно сопровождает пайку. Если держать поверхность, дозировку и прогрев одинаковыми, вы получаете очень чувствительный сравнительный метод: он отлично ловит разницу между флюсами, даже когда «на глаз» всё кажется одинаковым.
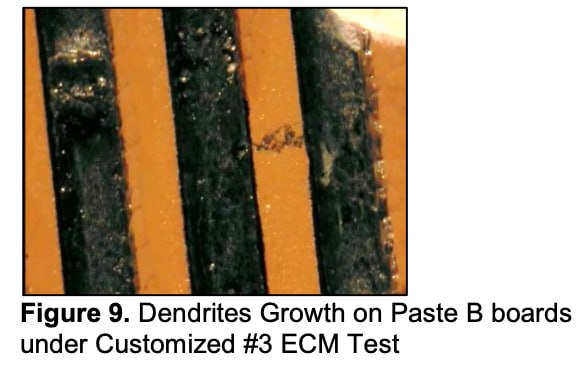
Дендриты — металлические «усики» между дорожками, которые со временем могут дать короткое замыкание.
Для их роста всегда нужны три вещи: 1. Влага или остатки флюса которые "напитались" водой 2. Ионы – растворённые соли/активаторы из флюса 3. Постоянное напряжение между выводами.
Без воды дендрит не растёт, даже если флюс очень активный.
Чтобы исключить этот дефект проводят ECM тест: SIR пластину с флюсом проводят через термопрофиль и подают туда напряжение с ограничением тока. Далее ее кладут в климатическую камеру с 85% влажности и 85 нагрев.
Механизм появления дендрита: 1. Гигроскопичные остатки флюса впитывают воду из воздуха - образуется электролит 2. На аноде (+) начинает растворяться металл: • Cu → Cu²⁺ + 2e⁻ Металл отдаёт электроны, и в растворе возле анода накапливаются катионы Cu²⁺/Sn²⁺. 3. Если вокруг есть подвижные кислоты/галогениды, они ускоряют растворение этих ионов в остатке флюса 4. Далее ионы металлов "плывут" по "влажному пути" к катоду (-): • Cu²⁺, Sn²⁺ двигаются в сторону «минуса» (катода). • Анионы (Cl⁻, RCOO⁻) — наоборот, в сторону «плюса»
5. На катоде (-) ионы превращаются обратно в металл, ионы получают свои электроны: • Cu²⁺ + 2e⁻ → Cu⁰ • Sn²⁺ + 2e⁻ → Sn⁰
И начинают осаждаться в виде металла. Далее на этот выступ летят следующие ионы по проводящей дорожке и формируется усик с ответвлениями. Далее он дорастает до анода и происходит КЗ.
Надеюсь я объяснил максимально просто. На деле всё еще проще, чем кажется. Добиться роста дендритов в нормальной электронике довольно трудно.
Если флюс проходит SIR-тест и тест на коррозию, то с очень высокой вероятностью он пройдёт и ECM-тест.
Почему так? • Современные безгалогенные флюсы крайне неохотно образуют проводящие дорожки • Карбоновые кислоты, особенно с длинной цепочкой, — тяжёлые молекулы и они впринципе плохо растворяются в воде • Чего не скажешь о флюсах с галогенидами, которые отлично впитывают влагу и формируют проводящие пути. Если в остатке будут гигроскопичные компоненты то дендриты вполне вероятны.
Поэтому в моих флюсах я постарался уйти от гигроскопичных компонентов — Без галогенидов — Используемый растворитель не растворяется в воде — Основной активатор подобран с длинной цепью и как следствие плохой растворимостью в воде (4 грамма на литр). — При пайке растворитель испаряется, а немногочисленные ионы имеют большой размер и запечатываются в канифольной матрице.
В результате я уверен в безопасности по дендритам и утечкам для ответственных применений.
Почему NMP вообще попал в флюсы? Он сильно полярен: одинаково хорошо растворяет активаторы, канифоль/смолы и загустители, упрощая рецептуру (не нужно 4–6 со‑растворителей с разной летучестью). За счёт полярности NMP равномерно распределяет активатор по поверхности и «дотягивает» его до оксидов — это улучшает смачивание.
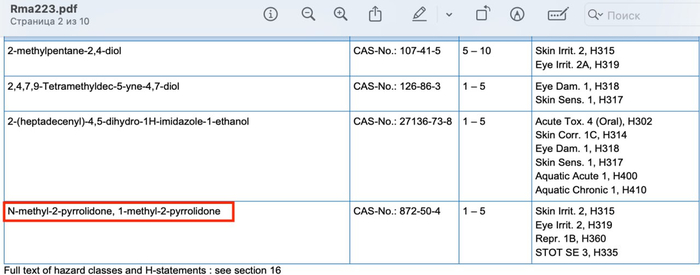
Благодаря уникальным свойствам NMP используют большие бренды. Я обнаружил его в SDS: Amtech NC-559 ранние версии Amtech 223 Alpha, Kester, Indium.
Но есть «цена»: токсикология и регуляторика. — NMP классифицирован в ЕС как Repr. 1B (H360 «вредит плоду»), включён в Candidate List SVHC с 20.06.2011. — С 09.05.2020 вступило ограничение REACH, запись 71: смеси с NMP ≥0,3 % можно выпускать/использовать только при соблюдении DNEL для работников: 14,4 мг/м³ (ингаляция) и 4,8 мг/кг/сут (дермально) + эти DNEL обязаны быть в SDS/CSR. Для проволочного покрытия — отсрочка до 09.05.2024. Это не «тотальный запрет», но жёсткие условия. — Для изделий (articles) с любыми SVHC ≥0,1 % действует обязанность информирования/SCIP‑уведомления в ЕС — важный момент для экспортных цепочек.
Что делают производители. Растёт доля «NMP‑free» линеек; но производители всеравно могут применять вещества с меньшей но ярко выраженной токсикологией: N-Этилнорпентедрон (NEP), тетраглайм, метоксиэтанол.
Что применяю я
Стараюсь не использовать «супер‑полярный растворитель» с CMR токсикологией (канцероген, мутаген, репротоксик). Потому что я сам делаю загрузку и смешивание компонентов и хочу сохранить свою репродуктивную функцию.
Вместо этого обычно использую — производную канифоли, которая офигенно смешивает как канифоль, так и активаторы. Правда цена очень кусается. Он плавно испаряется и по завершении пайки остаток становится преимущественно неполярным, что повышает изоляционные свойства. Для «NO CLEAN» это критично: остаток не должен превращаться в электролит для ионов.
Собственно эту производную используют в парфюмерии и на их основе сделаны Flux Plus 6-412-A, Amtech 559-V3, STIRRI, CHIPQUICK, Stannol и еще куча флюсов. Просто цена безопасных для здоровья компонентов как правило выше, поэтому не все производители применяют "зеленые компоненты"
В интернет-сообществе начала распространяться информация, будто «точка вспышки» флюса – это та самая температура, когда начинает работать активатор. Подобное утверждение звучит правдоподобно для новичков, но на деле смешивает два совершенно разных понятия. Давайте разберёмся, в чем заключается разница между точкой вспышки и температурным окном активности (температурой активации) флюса – и почему их ни в коем случае нельзя путать.
Что такое точка вспышки флюса?
Точка вспышки – это показатель пожарной безопасности вещества. Проще говоря, это самая низкая температура, при которой испаряющееся вещество образует с воздухом воспламеняющуюся смесь. Если нагреть жидкость (или твёрдый состав) до этой температуры и поднести источник огня, пары вспыхнут (но не будут гореть постоянно без внешнего пламени). Чем ниже точка вспышки, тем легче материал воспламеняется при обычных условиях.
Для паяльных флюсов точка вспышки главным образом определяется используемым растворителем. Например, многие жидкие флюсы на спиртовой основе содержат этанол или изопропанол, у которых очень низкая точка вспышки – порядка 12–18 °С. Это означает, что такие флюсы очень огнеопасны: их пары могут загореться уже при комнатной температуре в присутствии искры или пламени. Так, согласно спецификации Sigma NC-530, раствор на основе канифоли имеет точку вспышки всего ~13 °С, и производитель прямо предупреждает, что флюс нельзя использовать рядом с открытым огнём или искрящим оборудованием. Таким образом, точка вспышки нужна для оценки пожарной опасности и условий хранения/работы с флюсом, но не имеет отношения к началу пайки с химической точки зрения.
Обратим внимание, что точка вспышки разных видов флюсов может сильно отличаться. Жидкие спиртовые флюсы имеют низкую температуру вспышки, поскольку спирт легко испаряется и воспламеняется. А вот гелевые флюсы, которые содержат более тяжёлые растворители или сгущающие добавки, зачастую менее летучие и воспламеняются хуже. Их точка вспышки гораздо выше – как правило более +90 °С. Например, Sigma NC-560 имеет точку вспышки 146 °С, поэтому риск возгорания минимален. Поэтому гелевые флюсы удобнее и безопаснее в обращении: они не испаряются и не вспыхивают при комнатной температуре. Однако даже у них точка вспышки не имеет ничего общего с эффективностью очистки поверхности – это исключительно параметр безопасности.
Что такое окно активности (температура активации) флюса?
Для успешной пайки нужен флюс, который удаляет оксидную плёнку с металлов и улучшает растекание припоя. В состав флюсов входят активаторы, выполняющие роль «очистителей» оксидов. Эти активаторы, как правило, представляют собой слабые органические кислоты или их соединения, способные при нагреве взаимодействовать с оксидами металлов и растворять их. Важный нюанс: в безотмывочном флюсе при комнатной температуре активаторы не реагируют с металлом. Безотмывочный флюс не должен разъедать металлы “на холодную”, иначе это создает риски по коррозии. Поэтому активатор срабатывает только при нагреве до определённой температуры – это и есть температура активации флюса.
Большинство популярных флюсов начинают работать в диапазоне от ~120–160 °С и выше. Например, обычная канифоль (основа многих флюсов) сама по себе плавится при ~125–130 °С – лишь превратившись в жидкость, она может растекаться и убирать лёгкие окислы. Активированные же флюсы содержат добавки, которые разлагаются при нагреве и высвобождают кислотные соединения для более агрессивного удаления оксидов. Конкретный порог активации зависит от состава: так, у Sigma NC-560 активаторы включаются лишь при ~125 °С и достигают пика эффективности в интервале 200–260 °С. Иными словами, окно активности флюса – это тот температурный промежуток, в котором флюс эффективно удаляет оксиды и обеспечивает пайку. Ниже этого окна активатор ещё «спит» и не проявляет своих свойств, а выше – флюс обычно выгорает, разлагается и теряет способность защищать поверхность.
Важно понимать, что у большинства флюсов диапазон активной работы как раз совпадает с типичными температурами пайки. Для бессвинцовых припоев это около 250 °С и выше, для свинцово-оловянных ~180–240 °С – вот почему активаторы настроены на эти температуры. Если попытаться паять при 100 °С, ничего не выйдет: припой не расплавится, а флюс не удалит оксиды. А при чрезмерном перегреве, скажем 350–400 °С, любой обычный флюс уже разрушается – либо сгорает, либо испаряется полностью, переставая защищать металл. Таким образом, температурное окно активности характеризует эффективность флюса при пайке и подбирается под технологический процесс.
Разные параметры – разное назначение
Сопоставив определения, легко увидеть, что точка вспышки и температура активации флюса – вовсе не одно и то же. Эти параметры не связаны напрямую, поскольку описывают разные явления: одно – физическую летучесть и воспламеняемость, другое – химическую активность для пайки. Ниже мы кратко перечислим ключевые отличия:
Точка вспышки – порог воспламенения паров. Показывает, при какой минимальной температуре пары флюса могут вспыхнуть от внешнего огня. Зачем нужна: чтобы понимать пожарные риски при работе с флюсом. Например, низкая точка вспышки (~12–15 °С) указывает, что флакон с жидким флюсом нельзя держать рядом с паяльной лампой, свечой, искрящими приборами и т.п. Этот параметр важен при хранении и безопасном обращении: так, спиртовые флюсы хранят в плотно закрытой таре вдали от источников огня, а использование на горячих поверхностях требует осторожности (нагрев платы выше точки вспышки может привести к воспламенению паров, если рядом открытый огонь). На процесс пайки (смыв оксидов) точка вспышки влияния не оказывает – флюс может гореть или не гореть, но паять не станет лучше или хуже от самого факта достижения этой температуры.
Температура активации / окно активности – порог и диапазон эффективной работы флюса. Указывает, при каких температурах компоненты флюса (канифоль, кислоты-активаторы) начинают выполнять свою функцию очистки поверхности и улучшают смачиваемость припоем. Зачем нужна: чтобы знать, до какой температуры нужно нагреть сплав и плату, чтобы флюс заработал. Этот параметр напрямую связан с качеством пайки: если температура недостаточна, флюс остаётся пассивным и оксиды не удалены (пайка не произойдёт или будет плохой). Если температура в оптимальном окне – например, 200–250 °С для большинства no-clean флюсов – тогда активатор активно удаляет окислы, и пайка проходит успешно. При превышении верхней границы окна флюс выгорает и перестаёт защищать поверхность, что грозит окислением и плохим смачиванием, если пайка затянулась. Зная рабочий диапазон, паяльщик может подобрать правильный температурный режим.
Отметим показательный факт: у упомянутого выше флюса Sigma NC-530 точка вспышки 13 градусов, а активируется он лишь после 125°С. Разница в 112 градусов! Этот пример наглядно демонстрирует, насколько независимо существуют эти характеристики. Именно поэтому нельзя ориентироваться на точку вспышки как на «температуру начала работы» флюса – такое толкование в корне неверно. Если кто-то в сети утверждает подобное, это, скорее всего, результат непонимания технических терминов. Поэтому, чтобы не путаться, всегда смотрите на контекст: Flash Point (точка вспышки) будет указывать на требования безопасности, а Activation Temperature/Operating Range (температура активации/рабочий диапазон) – на рекомендации по пайке.
Доброго времени суток, наткнулся на выгодное предложение, 10 тюбиков по цене 3-х
С одной стороны "жаба душит" отказываться от такого выгодного предложения, с другой, это же не канифоль, чтобы до "2-го пришествия" она хранилась, а паяю я не так чтобы часто...
Кто пользуется китайским 223, как долго его можно хранить при комнатной температуре и что будет с просроченным флюсом(он расслоится, засохнет или еще что) ?