После расточки и хонинговки, следует шлифовка плоскости.
На фото 1 блок до шлифовки.
Видео 2. Процесс шлифовки.
Фото 3, 4. Готовый БЦ. Плоскость отшлифована, снято 0,13. В пределах нормы.
Блок готов и можно отдавать клиенту.
На видео 5 попала шлифовка Шкоды Октавии, 3х цилиндрового. Где-то выше был пост с промером данного блока. С него уже сняли 0,40. Так как была сгнившая рубашка, в месте где прижимается прокладка.
Дисклеймер: Своё мнение никому не навязываю, ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Забегая вперёд: "стоит ли овчинка выделки?"
На мой взгляд, нет, не стоит.
Итак, поехали.
1/5
Изначально, токарный покупался под определённые задачи: он должен иметь межцентровое расстояние не менее 600мм, проходное отверстие шпинделя не менее 30мм, и при этом быть относительно компактным и недорогим. По сути, это взаимоисключающие параграфы.
Вынимание из бюджета семьи с тремя детьми даже 1000 евро - это сложная задача, даже учитывая, что по паритету покупательской способности эта сумма эквивалентна 10 блокам сигарет, или 78 часам работы с минимально возможным уровнем оплаты труда.
Вариантов под мои задачи и бюджет особо не было, поэтому купил китайца, примерно зная чего ожидать, и вдохновившись оптимизмом по отношению к этому станку тысяч людей, от блогеров-миллионников до кулибиных с чипмейкера.
К счастью, после покупки этого металлома, удалось вернуть практически всю его стоимость, и было принято решение, не вкладывая в него деньги, попытаться довести до работоспособного состояния, исключительно методом "из говна и палок". Потому что другого подхода эта модель не заслуживает.
На что ушло 2 года работы, о чём подробно я рассказал в прошлых частях этого выпуска.
Пост-фактум, можно проанализировать, на каком фундаменте стоит популярность wm-210 и его дегенеративных братьев.
Вера в хорошее, оптимизм и крайне невысокие ожидания. Зачастую покупателю не нужно от токарного никаких изысков. Точит, и ладно. а если умер максим то и х%й с ним
.
Банальная техническая малограмотность. Ну откуда, спрашивается, условному Васе знать замороченные ГОСты времён царя Гороха, допуски, квалитеты, сопромат и ньюансы работы металлорежущих станков. Не потому что условный Вася - дурак, а потому что это крайне узкая специализация, а информация под ногами не валяется. Да и особо не требуется в жизни.
.
Не видели лучшего. Как бы грубо не звучало, многие привыкли "жрать дерьмо и не жаловаться" И узнать, что можно и нужно по другому просто неоткуда. В условиях советской и постсоветской действительности, наверное, 98% людей привыкли к тому, что их окружает. И когда получают станок, который может отрезать и попадать в пару соток - для них это уже значительное радостное событие. Особенно на фоне прекрасного технического наследия великой державы.
.
Стокгольмский синдром. Или его вариации. Когда человек долго копит, и наконец получает долгожданного китайца, то даже убедившись в том, что это макет инструмента, очень сложно признаться самому себе, что получил откровенное дерьмо. Начинаются доделки и исправления, в меру сил, средств и технической грамотности. В интернете ему встречаются такие же жертвы изнасилования, которые уже убедили себя и готовы убеждать окружающих, что изнасилования не было. А через какое-то время, срабатывают защитные механизмы психики, и китаец превращается в нормальный инструмент.
Авторитет. Население самой читающей в мире страны с лучшим на планете образованием парадоксально и бессознательно доверяет авторитетам. И всегда находится группа мразей, которые этим пользуются. Когда-то результатом было заряжание воды перед телевизором, вклады в МММ, и постулаты, вроде "америка всему виной", "царь хороший, бояре плохие", накрепко зашитые в картину мира. В сегодняшних реалиях, ложь, пи%дёж и пропаганда мягенько и незаметно проникают отовсюду, отравляя аналитическое мышление вялотекущим перитонитом информационного мусора.
На этом фоне, когда человек, мечтающий о токарном, натыкается на видео условного "лёхи технаря", который аргументированно, сложными словами описывает простые вещи, формируются искажённые ожидания, основанные на авторитетном мнении.
.
Отложенная жизнь или продолжение детства. Всем известно, что мальчики примерно до 60 годиков не хотят отказываться от своих хотелок. А годикам к 30, когда появляется финансовая возможность, и закрыты базовые потребности, что-то малопонятное глубоко внутри начинает свербить. Эта штука называется мечта.
В добавок к ней, с возрастом происходит инфляция счастья, и для достижения того же уровня радости, которую когда-то давно приносила покупка мамой цветных карандашей, теперь нужно что-то глобально изменить в своей жизни.
Или реализовать то, о чём мечтал лет 20.
У кого-то это заканчивается покупкой Harley-Davidson, а кто-то натыкается на недорогой токарный станок, и ХОЧУ часто перекрывает здравый смысл.
.
Реклама и звериный оскал капитализма. Оптовый экспортёр, прикормленный от завода-изготовителя готов продать wm-210 за цену, начинающуюся от пары сотен долларов, до 400, за старшую модель в топовой комплектации, при условии крупной партии. В этом можно легко убедиться на алибабе. При этом не стоит разводить мифологию, что за такие деньги продают отбраковку производства.
Я брал версию для Евросоюза, под раскрученым брендом и доработками, оказавшуюся полным дерьмом, в то время как новая каретка суппорта, за треть рыночной цены от нонейм бренда оказалась лучшего качества.
Ничего личного, просто бизнес, больше партия - меньше цена.
В конце цепочки перекупов, откатов, налогов, пошлин, и минимум 200% навара, просто представьте размер затрат на рекламу этого говна, если станок, закупленный за 300 долларов, достаётся покупателю за цену, доходящую до 2000.
За такие бабки, вложенные в раскрутку, не стоит удивляться полифоническому вою хвалебных дифирамбов, за которым и не услышишь отличающегося от методички мнения, по причинам, обозначенным выше.
Итоги.
По результатом доработки станок влёгкую и стабильно попадает "в сотку", без натуги, со сливной стружкой отрезает 430 нержавейку, и метчиком нарезает резьбу до м16.
1/3
При малой подаче способен фрезеровать детали в небольших габаритах, даже без радикальной переделки поперечки и покупки чугунной вертикальной оси.
1/6
Стал ли он в итоге превосходной и универсальной машиной? Разумеется нет. Несмотря на итоговые показатели жёсткости, мощности и точности, Schaublin-ом ему не стать никогда.
Даже когда установлю оптические линейки с УЦИ, NEMA34 мотор продольной подачи, координатный сервопривод оси шпинделя, и переведу управление на недорогой старенький Sinumerik.
Можно исключительно с помощью дерьма и палок довести китайца до уровня станка? да.
Стоит ли его покупать, чтобы впоследствии вынуждено проходить через это? нет.
P.S.
Краткое мнение насчёт "электронных гитар от олега" на базе ардуинки или перевода китайца на linuxcnc
Думайте своей головой, изучайте материальную часть, не верьте блогерам и не занимайтесь х%йнёй.
Дисклеймер: Своё мнение никому не навязываю, ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Оставшиеся проблемы.
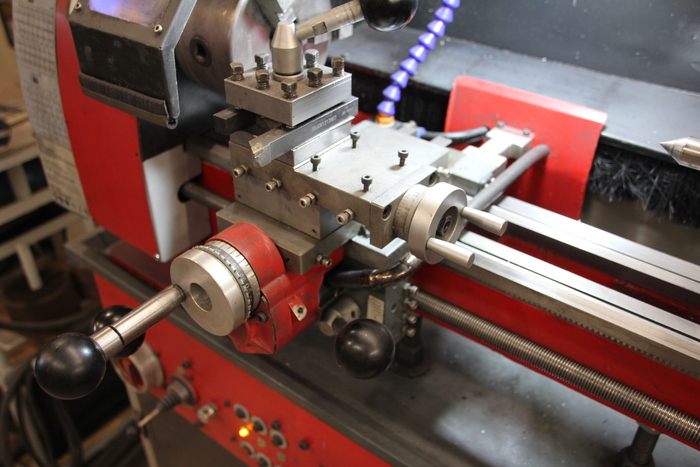
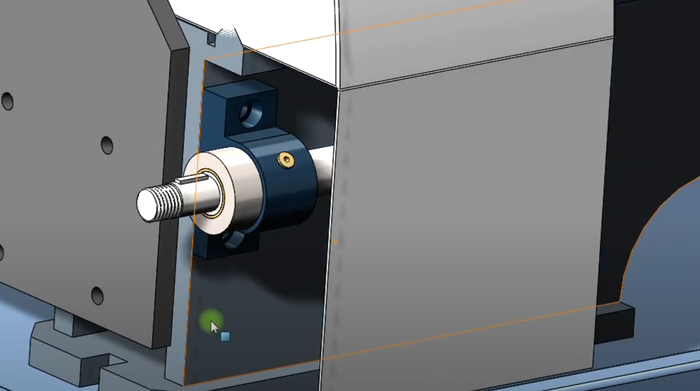
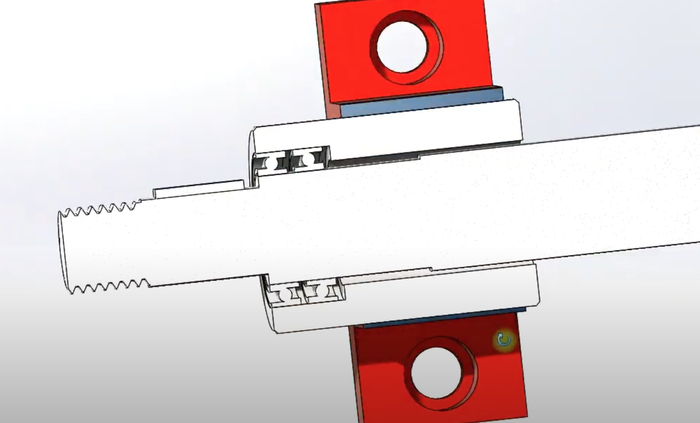
Опора ходового винта.
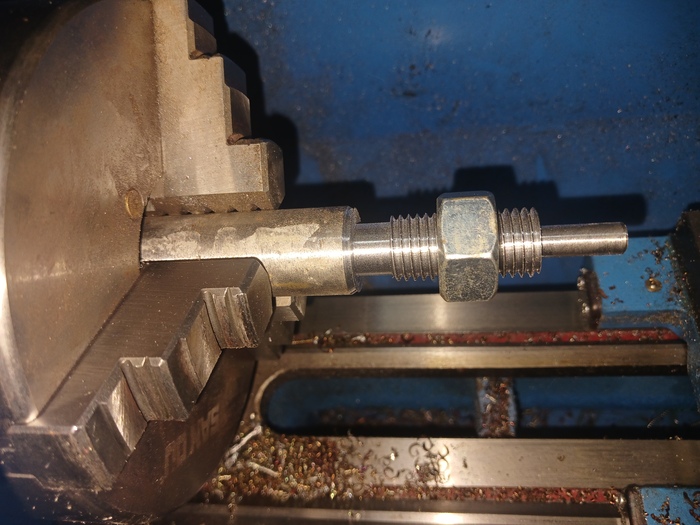
Если смотреть на ходовой винт, то с первого взгляда всё в порядке. Правая опора имеет пару упорных подшипников с латунными сепараторами, присутствуют тавотницы для смазки, посадка подгоняется и выставляется для уверенного смыкания маточной гайки без выгибания винта.
1/3
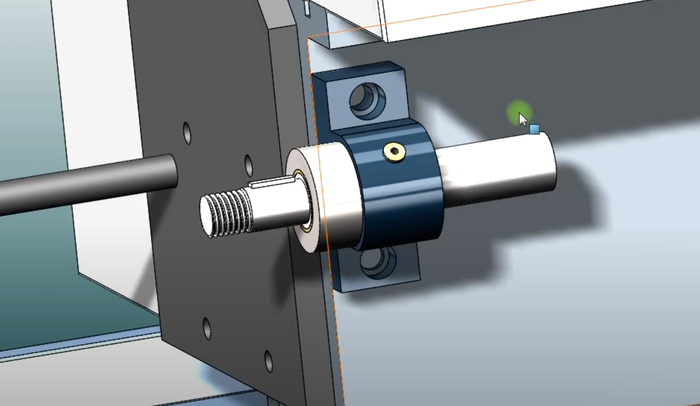
Но здесь кроется очередной сюрприз. левая посадочная опора, куда пользователь не лазит без необходимости, вместо подшипников имеет только разрезную втулку.
Понятно, что это сделано для компенсации линейного расширения.
Вроде окей, обороты маленькие, нагрузки сравнительно небольшие, смазка должна работать.
1/3
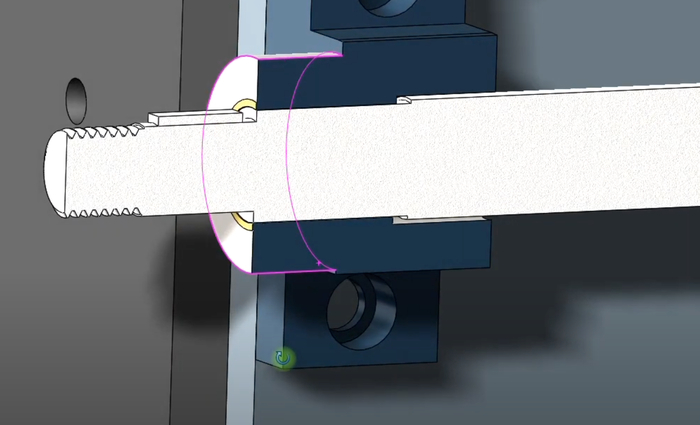
Вот только облом. дырка под смазку проковыряна в очень хорошем месте, из которого масло ни на опорную поверхность винта, ни на втулку не попадает.
И сама втулочка из твёрдой стали, и ходовой винт не из пластилина, и смазка мимо кассы проходит. Что получается за пару лет интенсивного использования?
Решение есть, пара "втулочных" подшипников, с наружной обоймой 21мм, внутренней 15 и шириной 4. Опора, через латунную прокладку ставится в независимый четырёхкулачковый патрон, выставляется по индикатору, и протачивается под посадку внатяг H7/s6 на глубину 10 миллиметров. В идеале, между подшипниками ставится дистанционная втулка 2мм, и просверливается новый масляный канал. Это нужно, для сохранения скользящей посадки винта.
Зачем эти заморочки?
Во первых, установка упорных или радиально-упорных подшипников (которые встречаются на некоторых версиях этой модели) - не самая лучшая идея, т.к. желательно сохранить компенсацию линейного расширения ходового винта, маточная гайка проживёт дольше. Во вторых, лично у меня, за полтора года работы, выработка опорной шейки винта достигла 0,122мм.
В третьих, если зачешутся руки на сервопривод продольной подачи, то желательно не кончать ходовой винт родной втулкой.
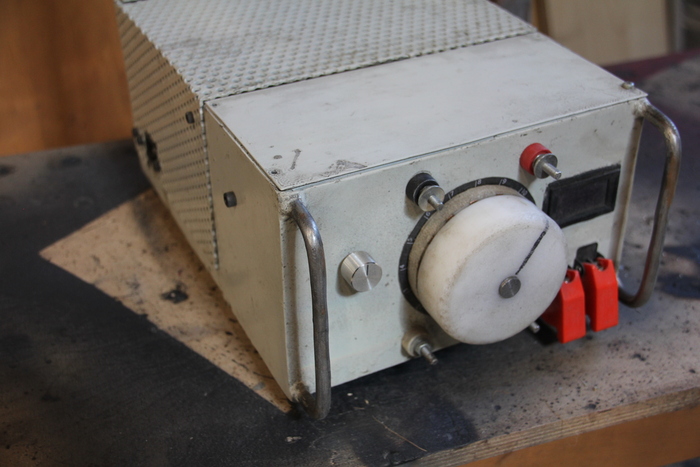
Восстановление посадки.
1/2
К тому моменту, как я узнал, насколько всё плохо с винтом, уже был слеплен как шашки из грязи стабилизированный источник питания с регулировкой тока, на базе перемотанного трансформатора, и имелось в наличии всё необходимое для гальваники. Покупают вещи только слабаки)
Всё это собиралось, разумеется, не ради токарного, а в целях металлизации штампов, литер и клише, для моего основного хобби - изготовления книг. В идеальных условиях, это занятие требует не онанизма ручного труда, а станочного парка, к чему потихоньку стремлюсь, превозмогая слабоумие и нищету.
Опорную шейку ходового винта нарастил медно-никелевым электролитом, с промежуточной шлифовкой и полировкой, для того чтобы посадка была как слива в жопу скользящая, в ноль.
Никель в составе обеспечивает неплохое сопротивление износу, а медь, в свою очередь, придаёт отличные антифрикционные свойства.
Поперечная подача
Заводская реализация.
Завод "Анхуй Вейсс", с которого зловонным потоком идут эти станки, предлагает такой формат изготовления привода поперечной подачи: Винт с левой резьбой, бронзовая (уже прогресс!) разрезная гайка, и посадка в чугунную деталь. Это прекрасно во всём: отсутствие подшипников, смазки, конские люфты, и вишенкой на торте служит пара трения "чугун-алюминий", между маховиком и "опорой винта"
Способы исправления:
Вариант 1: расточка под пару упорных подшипников. Подходят внутренним диаметром 8 мм, внешним 14 или 16, толщиной 4 или 5. Под один расточить маховичок, под другой опору, мяса там и там достаточно. Плюсы очевидны, минусы - этим закрывается потенциал по модернизации узла.
Вариант 2: Изготовление нового узла привода поперечки. Здесь кому на что хватит фантазии.
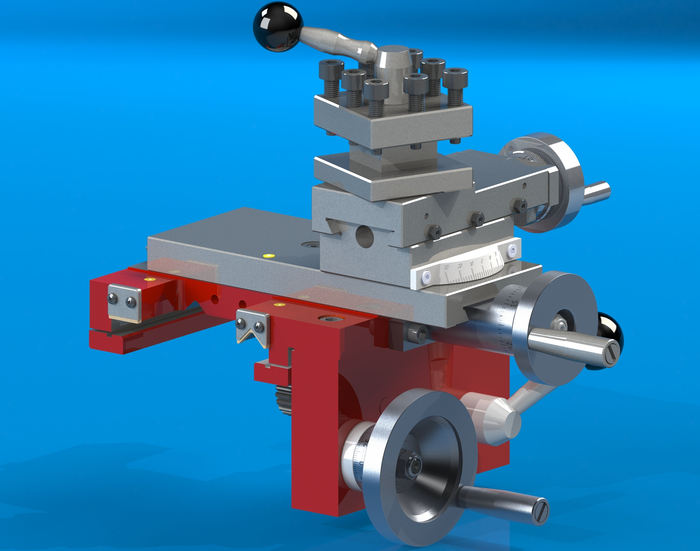
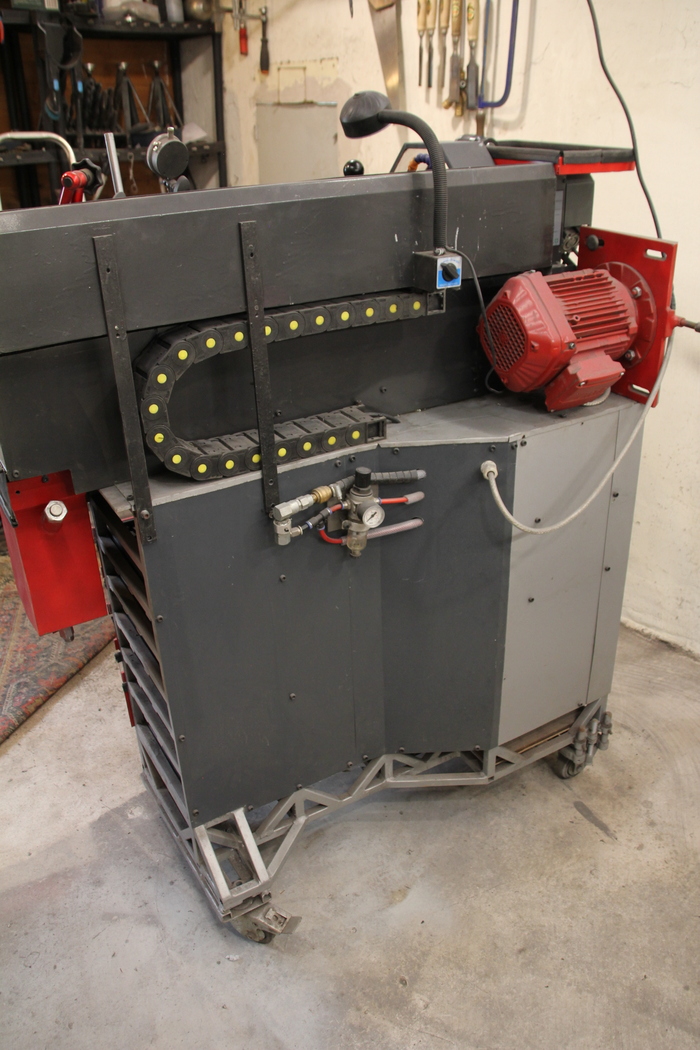
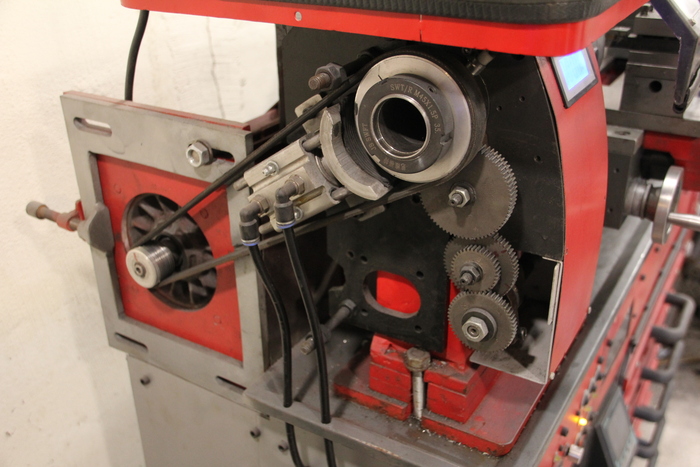
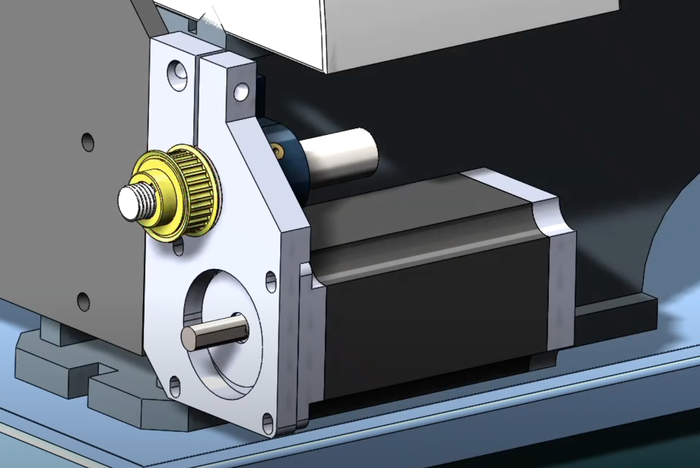
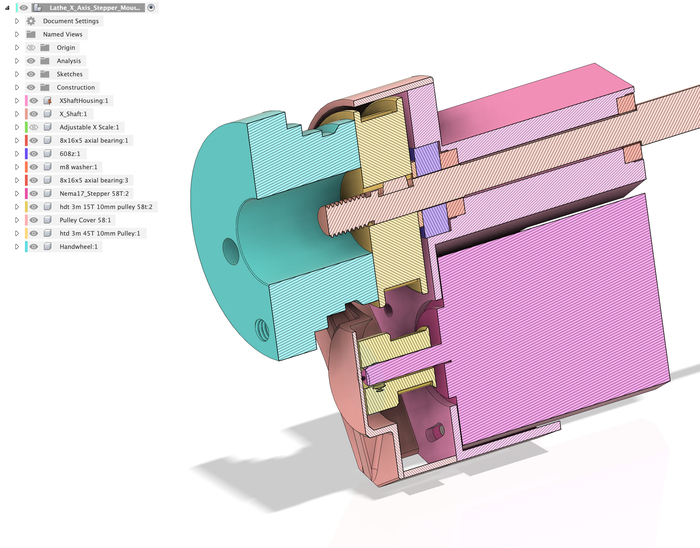
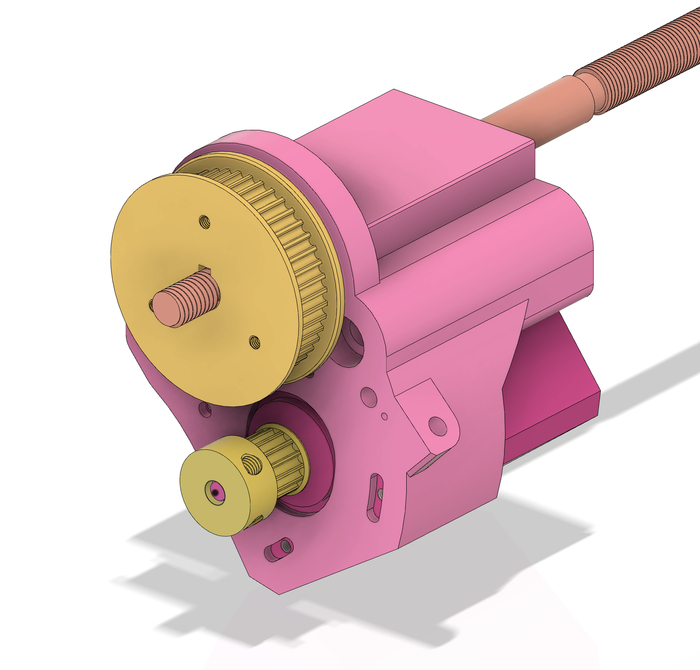
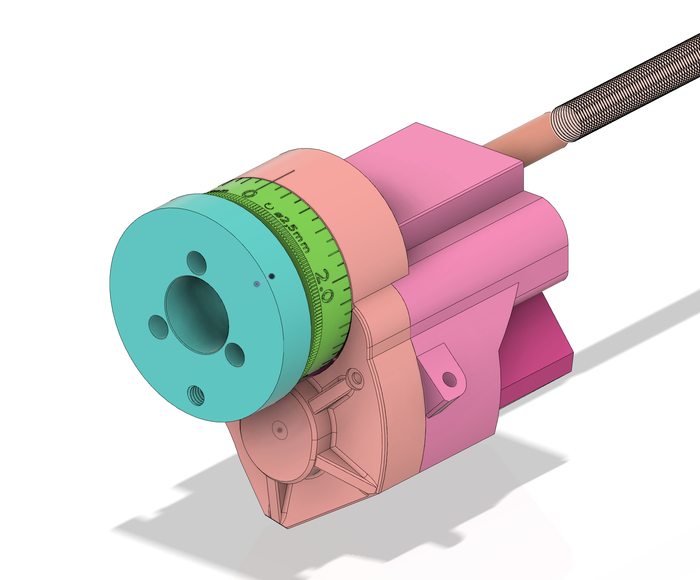
В моём случае, было желание реализовать сервопривод на поперечную подачу, но задняя часть каретки суппорта была уже занята системой подачи СОЖ и узлом прохода через заднюю панель стружкоотбойника, к которому прикреплёна Energieführungskette (извините, я не знаю как по русски эта кабельная гусеница правильно называется)
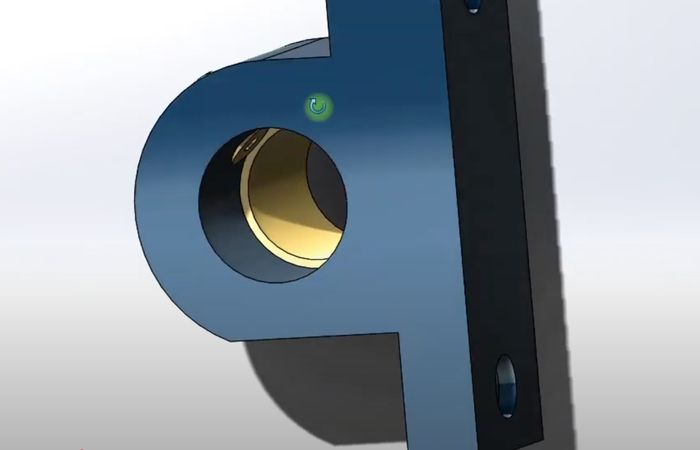
На thingivers-е попалась готовая моделька под 3д-печать, в которую уже добавлены подшипники.
1/3
Выглядит компактно, достаточно продуманно и эстетично. из недоработок - только отсутствие масляных каналов. Но это решаемо.
Для этого купил с рук дешёвый фотополимерник, по цене 4 пачек сигарет, ультрафиолетовые светодиоды с длиной волны 395 нанометров, и россыпь преобразователей постоянного тока, для их запитки.
1/2
Традиционно, из говна и палок, собрал поворотный столик для отверждения зд печати, Суммарная мощность облучения 60 ватт, отвод тепла от светодиодов через термопасту на самодельный радиатор с активным охлаждением, избыточной площадью теплоотвода около 800 квадратных сантиметров.
Распечатав, убедился, что даже со 100% заполнением модели, жёсткость узла смехотворная, и вообще никак не подходит для работы. Так как месье знает толк в извращениях, решил повторить в металле.
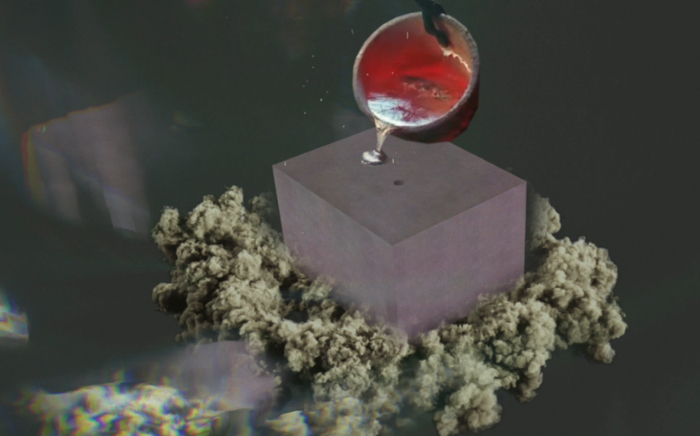
Отфрезеровать такое на токарном - занятие совершенно противоестественное, и возможно, богопротивное, на любителей точить кубы в кубах, поэтому решил отлить из алюминиево-марганцевого сплава. Оговорюсь, что мероприятие это, мягко говоря, сомнительное, т,к, это не литейный материал. Но опыт в различных перверсиях есть, а это главное.
Увеличил линейные размеры модели на 3%, под последующую усадку литья, повторно распечатал.
Деталь имеет достаточно сложную геометрию, и местами, тонкие стенки, так что отливка даже из силумина, который льётся как вода, становится непростой задачей. АМг сплав - это уже крупный вызов. (или диагноз)
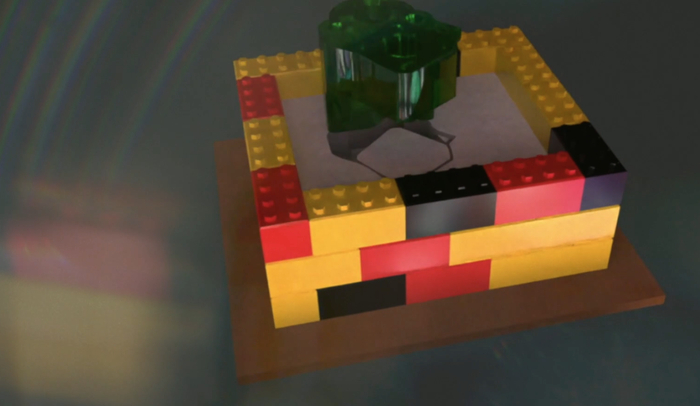
В опалубку из Лего, слой за слоем заливал гипсовый раствор, на основе клея для гипсокартона, дополнительно армированного фиброволокном и с добавкой 8 процентов золы. Для этой задачи было важно именно такое соотношение состава. Разделительные слои промазывал парафиновой смазкой, заодно формируя литники и каналы для выпаров и прибыли.
Итоговая форма состояла из 5 частей, с позиционирующими замками.
Про рафинирование расплава и отливку писать не стану, это слишком специфическая тема, на простыню текста.
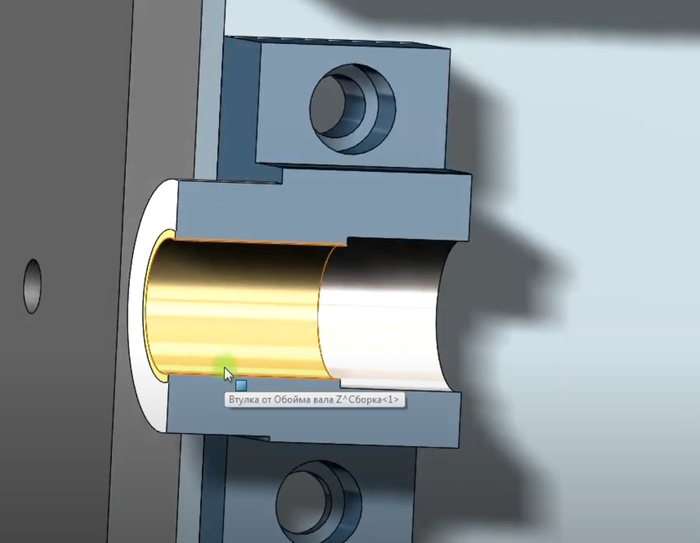
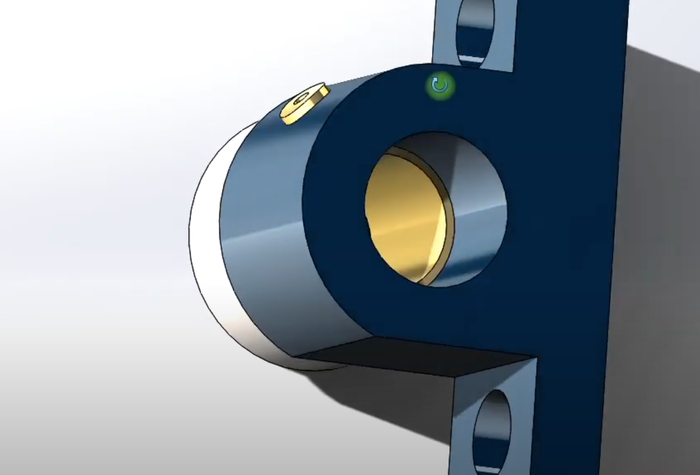
Отливка прекрасно влезает в 125мм четырёхкулачковый патрон, фрезеруется плоскость примыкания и растачиваются посадки подшипников.
В завершение, четырёхминутная анимация процесса, рекомендую Выключить звук.
(на музыку ютуб хочет лицензию, бесплатные библиотеки дрянь, а тот звук что сделал я понравится разве что психопатам)
Рисовал, рендерил и анимировал в SketchUp, потому что как собака, которая всегда возвращается на свою блевотину, с 2006 года так и не нашёл для себя 3д редактора более подходящего.
Эта серия - финальная.
Впоследствии добавлю только 1 запись, подводящую итоги проекта, и обосную свою точку зрения на "электронные гитары", "переделки в ЧПУ" и тому подобную ерунду, которой страдают счастливые владельцы этого недоразумения.
И снова бессвязный текст и фотографии. Продолжение мазохистской серии.
Дисклеймер: пост унылый и малоинтересный. ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Итак, главные дефекты станка, а именно никудышняя жёсткость станины и отвратительный двигатель, в паре с убогой электроникой были относительно успешно преодолены.
Почему относительно? Потому что абсолютная стабилизация станины по всем осям невозможна, исходя из соотношения массы, длины, толщины, ширины и типа внутренних усилений.
Сопромат не нае%ёшь.
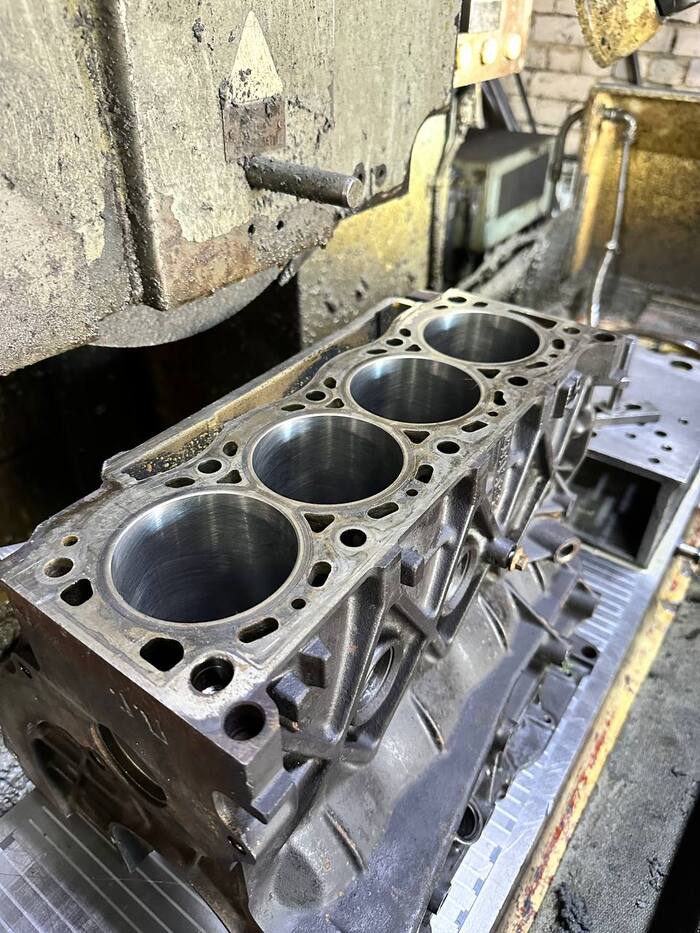
Да и про то, что чугун не гнётся, говорят обычно люди, поршневые кольца в руках не державшие.
1/2
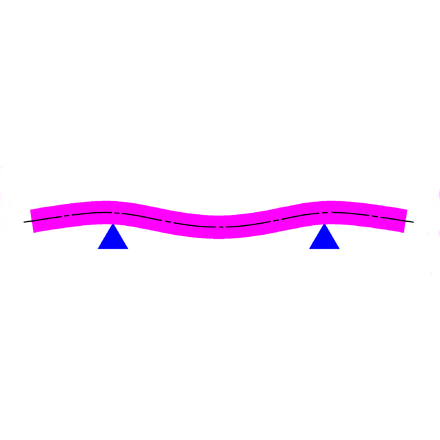
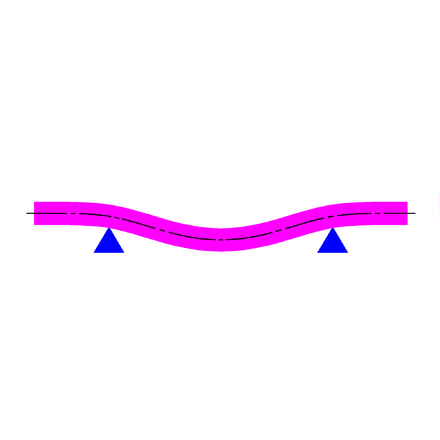
Во первых, в идеале точки опоры станины такого форм-фактора обязаны располагаться в точках Бесселя или Эйри, 0,5594 и 0,57735... от длины балки, соответственно. Достаточно посмотреть на антикварные станки тех времён, когда инженер умел думать и считать, а не реализовывать идеи эффективного менеджера, оптимизировавшего техпроцесс до последнего цента.
Во вторых, ширина и толщина стенки станины недостаточны процентов на 40, равно как и схема размещения внутренних рёбер жёсткости.
Эта проблема более-менее устранима , но только единственным способом: жёсткая привязка к жёсткому основанию, имплантация заглушки в отверстие под переднюю бабку с выносом мотора, и замыкание внутренних рёбер с бетонированием и опорой на основание.
1/4
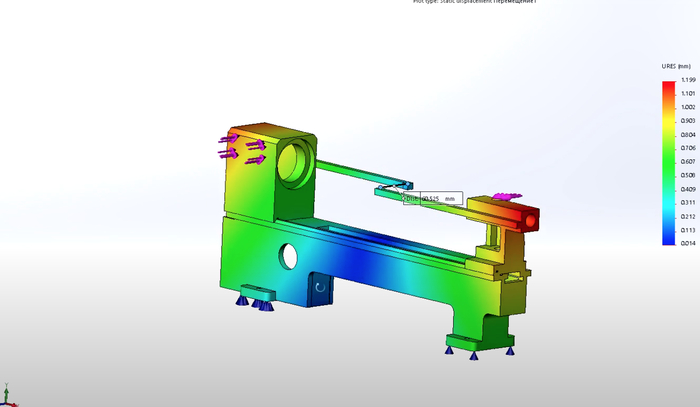
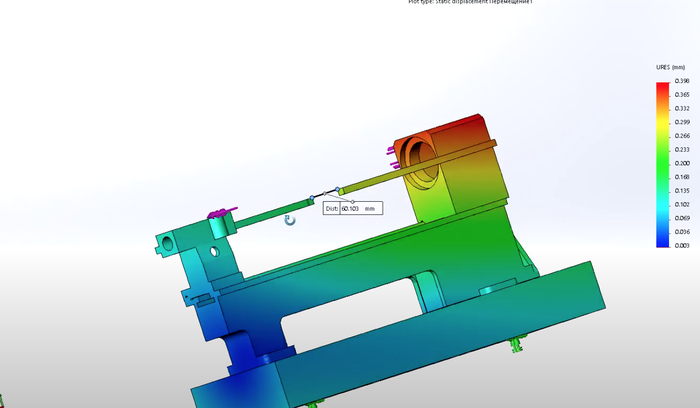
Реакция по упрощённой модели, без дополнительных точек опоры.
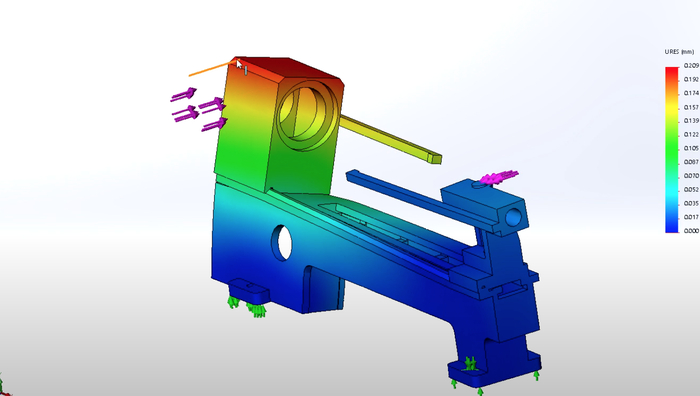
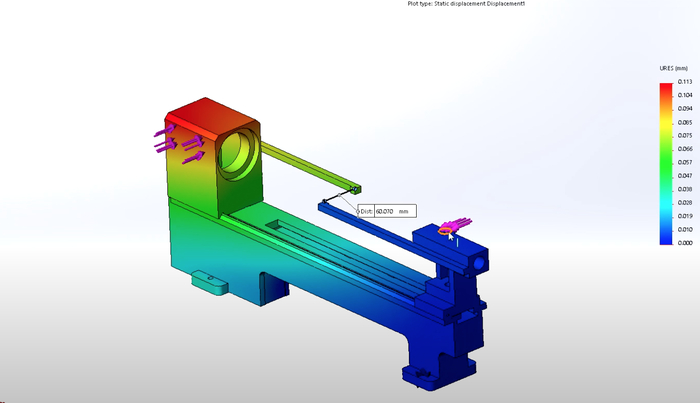
Сводные результаты, солидворкс, по упрощённой модели, в идеальных условиях.
К вопросу о клоунаде, идиотизме, и на кой чёрт это всё нужно, если "из коробки же работает".
Его Ворсейшество задаёт тон всему помещению
Это тот максимум, который можно выжать из такой станины, без ущерба для рабочих характеристик. Если полностью забетонировать, или добавить диагональные усиления - жёсткость, разумеется, улучшится.
Но следует понимать, что при этом стружке будет некуда деваться, и рано или поздно можно словить нехилую производственную травму, примерно как от работы с УШМ без кожуха, только с большими последствиями.
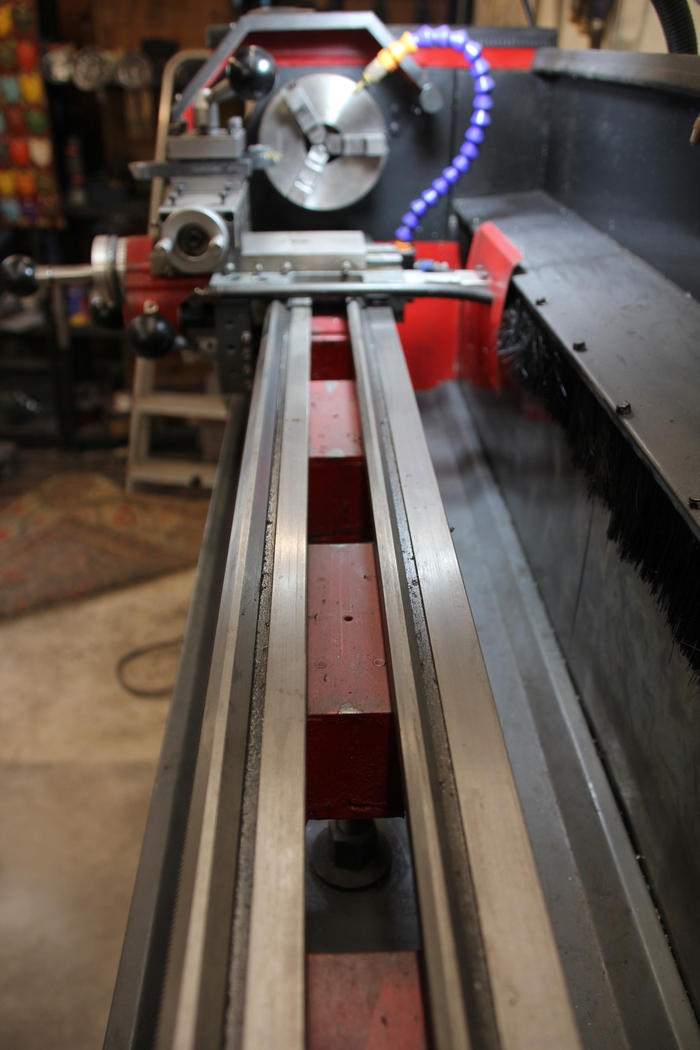
Каретка суппорта.
По выходу с завода, индукционную закалку имеют только верхние направляющие.
Нижние, наружные, служат для прижима каретки суппорта, их плоскопараллельность и чистота обработки обеспечивают как жёсткость суппорта, так и плавность перемещения с отсутствием отгиба при работе.
Здесь вырисовывается очередная засада: процесс изготовления начинается с фрезеровки, проходит через шлифовку, а в конце натыкается на сборщика, вооружённого болгаркой.
Итого, что имеем: послеотливочную цементацию поверхностного слоя чугуна сдирает фреза, геометрия выводится шлифовкой, закалка пропускает эти направляющие, оставляя мягкий как дерьмо чугун (по бринеллю твёрдость до 180 Hb, это примерно как 45 сталь, но с ничтожным сопротивлением абразивному износу) а затем поверхность нижних направляющих убивается вхлам обезьяной-сборщиком.
Давайте подумаем, какого хрена эта сволочь вообще полезла что-то подгрызать? Ответ неочевидный и двухфакторный.
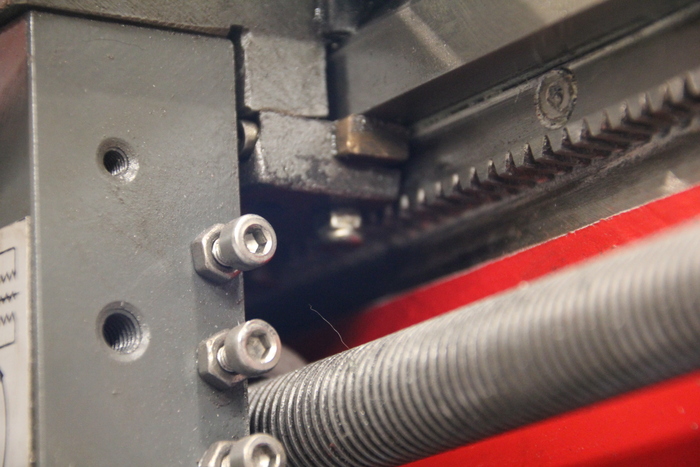
Во первых: сырая и мягкая как фекалии зубчатая рейка продольной подачи, которая плохо ложится в угол, под левую прижимную направляющую, и вместо того чтобы шлифануть саму рейку, сборщик начал выбирать этот угол в самой станине, куда не достал шлифовальный камень, попутно захерачив пару ямок на плоскости.
(Рейка, кстати говоря, хоть и со стандартным модулем зуба, но имеет нестандартные размеры, сфрезерована до толщины 8,04мм, и когда (а не если) замнутся зубья - хрен закажете аналог, кроме как от дяди Ляо)
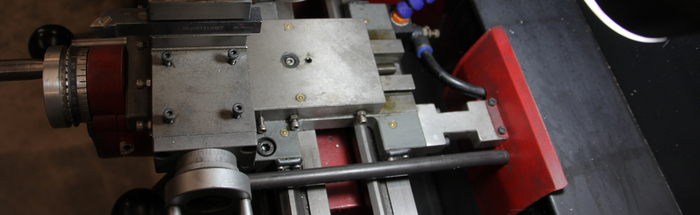
Во вторых: конструкция нижних прижимных планок каретки.
1/2
На фото в очередной раз видно качество обработки, включая сквозную дыру на направляющей призмы
Они представляют собой два куска фрезерованного по верхней плоскости чугуна, разумеется тоже ободранные болгарочкой. Любая регулировка силы прижима просто отсутствует.
(не считать же запасом регулировки щели по примыканию, и болтики м5 без гроверов)
Что на выходе?
- 3 месяца работы по перешлифовке и шабрению нижних направляющих.
- Около 2 месяцев, отливка бронзовых вкладышей, фрезеровка прижимных планок, шабрение, снова шабрение, ещё раз шабрение и регулировка.
В идеале, нужно было делать клинья, но фрезеровать такое на токарном - занятие противоречивое, с сомнительным итоговым результатом, в плане выставления и сопряжения углов.
Технической возможности сделать это с приемлемым качеством не было, поэтому такой вариант. Прижим многоточечный, через гужоны, контрящиеся гайками.
Итоговая жёсткость хорошая, плавность хода была бы идеальная, если бы не люфты в фартуке. Но это уже другая история.
Бронза для отливки БрОЦС5-5-5, добытая из низкоскоростных редукторов, с той же свалки-кормилицы. Это группа с добавлением олова в составе, и в отличие от марки БрАЖ имеет гораздо лучшие антизадирные свойства, хоть и по прочности проигрывает. Тип бронзы с опытом достаточно легко определяется по магниту, зерну на изломе, температуре начала образования побежалости, всплыванию лигатуры (вроде цинка) в расплаве, и главное, виду донора.
Почему именно эта марка бронзы? хорошо скользит, мягче станины, не легирована железом.
Латунь не подходит. Объяснять почему, думаю не нужно.
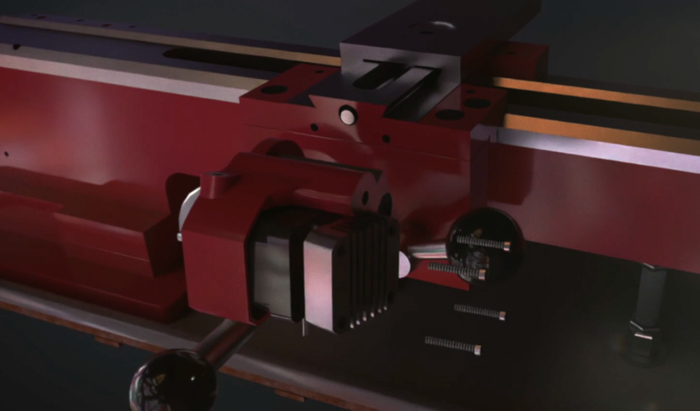
В завершение, анонс видеоролика о изготовлении сервопривода поперечной подачи, и устранения люфтов.
1/8
Снова колхоз, рисовал, рендерил и анимировал в Sketch Up, который вообще для этого не предназначен.